

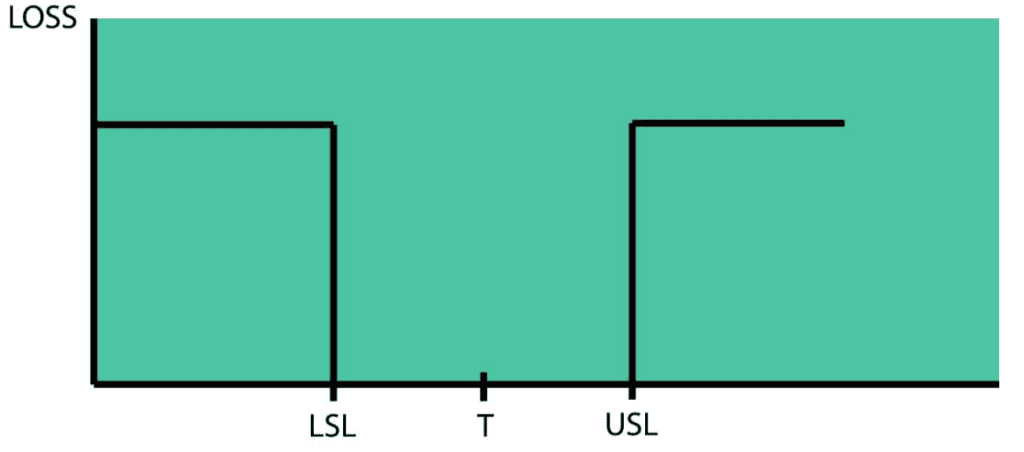
- "Gut" innerhalb der Produktspezifikationen
- Beispiel für eine Vorkontrolltabelle
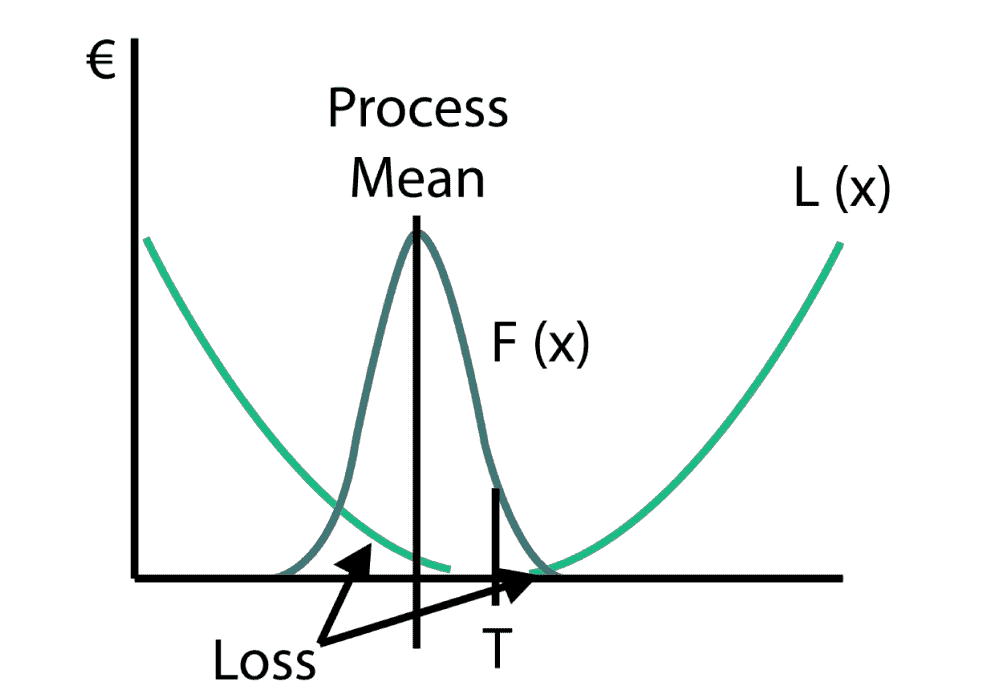
- Taguchi Verlustfunktion
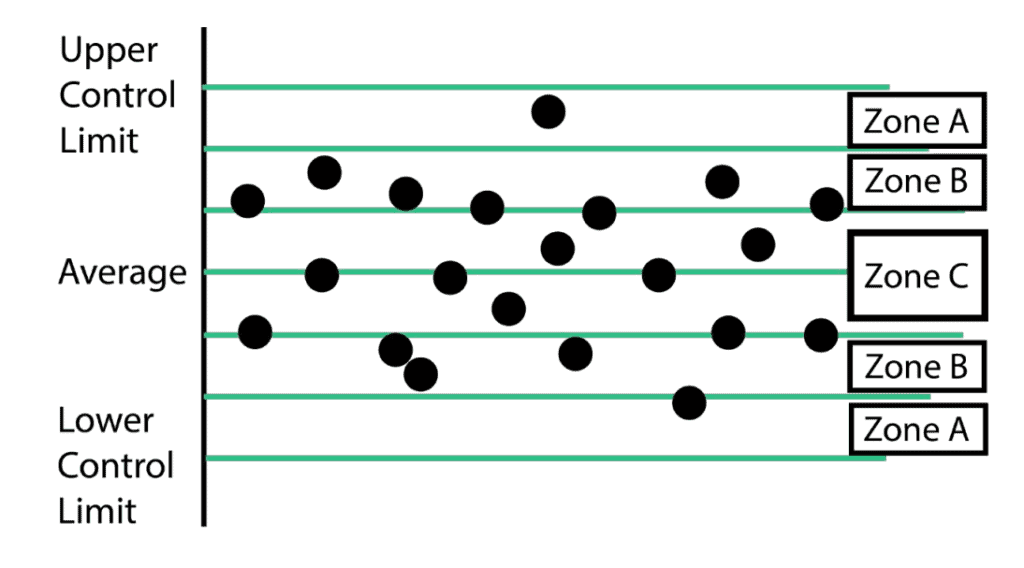
- Beispiel für eine Kontrollkarte
Vor-Kontroll-Charts
Es gibt 2 grundlegende philosophische Unterschiede zwischen den Befürwortern und den Verfechtern von Vorkontrollkarten. Die Befürworter von Vorkontrollkarten betrachten jedes Produkt innerhalb der Spezifikation als gut. Alle Ergebnisse werden als „gut“ oder „schlecht“ betrachtet und die Trennlinie ist eine scharfe Klippe. Ein Teil, das knapp die Spezifikation erfüllt, ist genauso gut wie ein Teil, das perfekt auf den Zielwert (T) zentriert ist. Ein Produkt zu produzieren, das die Spezifikationsgrenzen knapper als diese einhält, wird als unnötige Ausgabe betrachtet.
Diese Technik zielt auf die Stimme des Kunden ab, indem die Vorkontrollgrenzen auf den oberen und unteren Spezifikationsgrenzen (USLs und LSLs) basieren. Diese Grenzwerte werden so gewählt, dass der harte Grenzwert für die Vorabkontrolltabellen bei der Kundenspezifikation liegt und die Vorsichtsgrenzen bei ±50 Prozent der Spezifikation (siehe Abbildung 2).
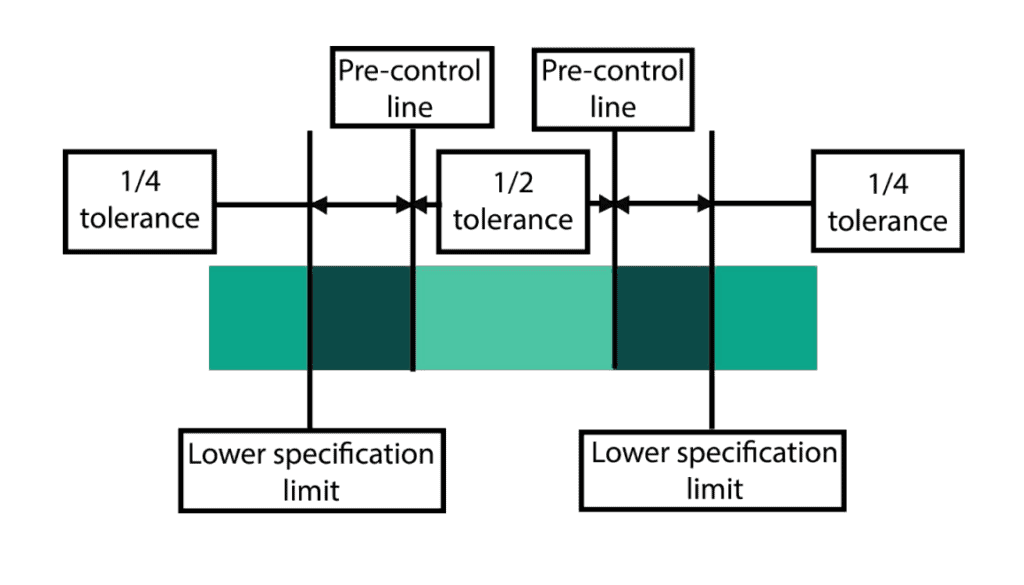
Um die Prozessfähigkeit einzurichten, müssen fünf aufeinanderfolgende Einheiten zwischen die Vorkontrollgrenzen im grünen Bereich fallen. Nachdem diese Bedingung erfüllt ist, werden zwei aufeinanderfolgende Einheiten periodisch abgetastet. Wenn die beiden Einheiten in den grünen Bereich fallen, wird die Produktion fortgesetzt. Wenn eine Einheit in den grünen Bereich fällt und die andere in den gelben Bereich, setzen Sie die Produktion fort. Wenn beide Einheiten in den gelben Bereich fallen, stoppen Sie den Prozess und passen ihn an. Wenn eine Einheit in den roten Bereich fällt, stoppen Sie und passen Sie den Prozess an. Um die normale Produktion wieder aufzunehmen, müssen fünf Einheiten in Folge im grünen Bereich sein. Die Häufigkeit der Stichproben wird bestimmt, indem das Intervall zwischen den Unterbrechungen durch sechs geteilt wird.
Kontrolltabellen
Die Regelkartenphilosophie(Taguchi Loss Function) besagt, dass ein Verlust [L(x)] für die Gesellschaft entsteht, wenn der Parameter (x) um das Ziel (T) variiert. Daher ist ein Teil, das im Zielbereich produziert wird, wertvoller als ein Teil, das innerhalb der Spezifikationsgrenzen produziert wird. Das liegt daran, dass im gesamten Wertstrom Anpassungen vorgenommen werden müssen, um diese Abweichung vom Zielwert tolerieren zu können. Das verursacht zusätzliche Kosten in den nachfolgenden Schritten des Wertstroms. (Siehe Abbildung 3.)
Die Kontrollgrenzen werden so gewählt, dass die Zeit nicht mit der Suche nach unnötigen Problemen vergeudet wird. Das praktische Ziel besteht darin, nur dann Maßnahmen zu ergreifen, wenn es notwendig ist. Die Kontrollgrenzen werden berechnet, indem die Standardabweichung der Stichprobendaten, bereinigt um den Stichprobenumfang, geschätzt und diese Zahl mit drei multipliziert wird. Diese Zahl wird dann zum Durchschnitt für die obere Kontrollgrenze addiert und vom Durchschnitt für die untere Kontrollgrenze subtrahiert. Die Kontrollkartentests sind so konzipiert, dass sie Punkte kennzeichnen, die sich nicht „normal“ verhalten (d.h. die eine Abweichung mit besonderer Ursache aufweisen).
Die Regelkarte konzentriert sich auf die Abweichungen, die auf den Prozess selbst zurückzuführen sind. Die Kontrollgrenzen werden aus den Prozessdaten entwickelt und sind nicht an die Spezifikationsgrenzen gebunden. Dies wird gemeinhin als Stimme des Prozesses (VOP) bezeichnet, da der Prozess Informationen über sich selbst liefert.
Vergleich von Kontroll- und Vor-Kontrolldiagrammen
Die Vorkontrolle befasst sich mit der Einhaltung von Kundenspezifikationen, der Stimme des Kunden. Kontrollkarten messen die Prozessvariation oder den VOP. Vorkontrollkarten eignen sich nur bedingt als Verbesserungsinstrument, da sie Verschiebungen, Abweichungen und Trends nicht mit statistischer Sicherheit erkennen, wie dies bei Regelkarten oder Durchlaufkarten der Fall ist. Sehen Sie sich den grundlegenden Vergleich zwischen ihnen in der Tabelle unten an:
Fazit
Vorkontrollkarten sind ein mögliches hilfreiches Werkzeug, wenn sie nach Umstellungen verwendet werden. Sie können helfen, den Prozess grob zu zentrieren, bis genügend Werte vorhanden sind, um die Kontrollgrenzen zu berechnen und die Fähigkeit wiederherzustellen. Dazu wird vorgeschlagen, die Regeln leicht abzuändern: „Wenn…, stoppen und den Prozess anpassen“ sollte in „Wenn …., stoppen und den Prozess untersuchen“ geändert werden . Durch die Verwendung dieser leicht modifizierten Vorkontrollkarte als Teil einer Umstellungsprozedur kann der Kunde geschützt werden, bis Stabilität, Kontrolle und Leistungsfähigkeit hergestellt werden können.
Laden Sie unser E-Book herunter
Laden Sie unser kostenloses E-Book herunter und erfahren Sie, wie GQ Interim Ihr Unternehmen mit fachkundigen Führungslösungen verändern kann!
Sind Sie an Interim Expert interessiert?
Entdecken Sie, wie Interim Management die Effizienz Ihres Unternehmens drastisch steigern kann. Setzen Sie sich mit unserem Team in Verbindung, um zu erfahren, wie die Zusammenarbeit mit GQ Interim Ihr Unternehmen verbessern wird.
- Starten Sie innerhalb weniger Tage
- Datenbank mit 10 000+ Beratern
- Lösung entscheidender Probleme in Ihrem Unternehmen
- Maßgeschneiderte Lösungen für Ihre Geschäftsanforderungen
- Nachgewiesene Ergebnisse mit messbarem Einfluss
Ähnliche Artikel

- Ein Beispiel für eine Balanced Scorecard zeigt, wie Unternehmen mehr als nur die finanzielle Leistung messen können. Die von Robert Kaplan und David Norton entwickelte Balanced Scorecard verfolgt Ziele in den Bereichen Finanzen, Kunden, interne Prozesse sowie Lernen und Wachstum. Durch die Abstimmung dieser Perspektiven stellt sie sicher, dass die täglichen Abläufe die langfristige Strategie und das nachhaltige Wachstum unterstützen.

- Die Theory of Constraints (TOC) ist ein strukturierter Ansatz zur Verbesserung der Unternehmensleistung, der sich auf den einzigen begrenzenden Faktor konzentriert - die Einschränkung. Ganz gleich, ob es sich um einen Engpass in der Produktion, die Marktnachfrage oder eine Umsatzlücke handelt, die TOC beantwortet drei Kernfragen - was soll geändert werden, worauf soll geändert werden, und wie soll die Änderung herbeigeführt werden - und treibt die kontinuierliche Verbesserung durch fünf disziplinierte Schritte voran: identifizieren, ausnutzen, unterordnen, erhöhen und wiederholen.
- Software Quality Assurance stellt sicher, dass die Software die Anforderungen der Stakeholder durchgängig erfüllt, indem sie Fehler vermeidet und prüft, ob die Produkte den definierten Qualitätsattributen (z.B. Zuverlässigkeit, Sicherheit, Leistung) entsprechen. Die Kombination von Fehlermanagementpraktiken mit standardbasierten Qualitätsmodellen wie ISO/IEC 25010 hilft Teams bei der Planung, Messung und kontinuierlichen Verbesserung der Qualität während des gesamten Lebenszyklus.

- Bei unserer Arbeit treffen wir sehr oft auf viele Symbole und Abkürzungen, z.B. FMEA, PPAP, CC, SC usw. Als ich mein erstes internes Audit bei meiner Arbeit durchführte, musste ich auch die Umsetzung der CE-Kennzeichnung überprüfen. Zuvor habe ich recherchiert, was diese CE-Kennzeichnung ist, um in diesem Bereich nicht völlig verloren zu sein. Was ist sie also und wie wird sie verwendet?
